![[about:title]](/style/newbanner.jpg)
香煙熱收縮包裝機料斗機構由香煙定位器齒輪箱的輸出軸通過聯軸節 (18)傳動 (參見下圖)。
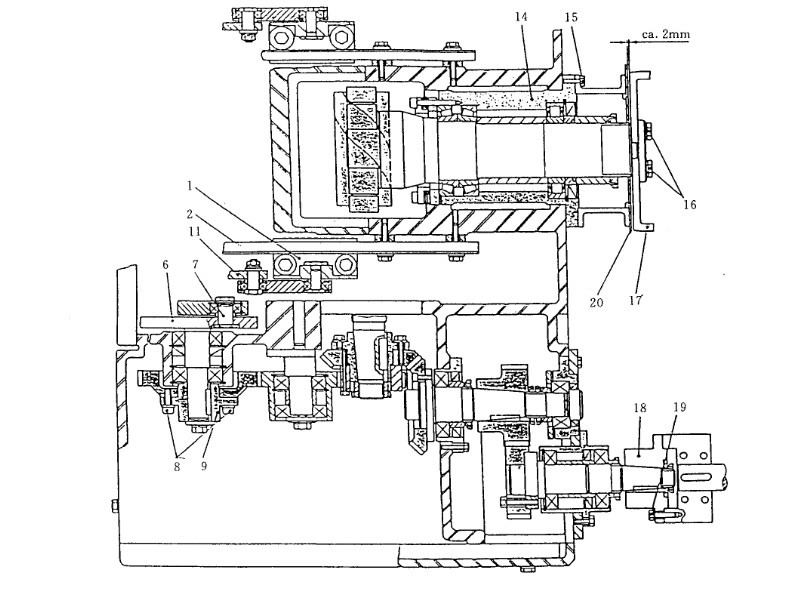
香煙熱收縮包裝機料斗機構由料斗齒輪箱、組煙模輪齒輪箱、煙支端部檢測齒輪箱、攪拌器齒輪箱、活動小車和推煙排等幾部分組成。nbsp; 由聯軸節傳入的動力在料斗齒輪箱中被分成兩路: 一路:聯軸節通過錐齒輪副將動力傳人組煙模輪齒輪箱,帶動齒輪箱內的馬式槽輪機構 (MANIFOLD),驅動組煙模輪作分度間歇旋轉運動,并通過聯軸節將動力傳遞給煙支端部檢測齒輪箱 二路:通過齒輪傳動偏心圓盤 (6)和連桿帶動軸 (12),使驅動臂 (11)推動推煙排在梯形軌道 (2)上作往復直線運動 。 另外,通過聯接螺釘 (16)傳動裝在圓盤上的凸輪 (15)驅動活動有機玻璃門作往復運動,以保證煙支在下煙通道中的整齊有序。 六角形攪拌器由單的三相交流電機M3驅動。
(一) 香煙熱收縮包裝機料斗機構定時調整
由香煙定位器齒輪箱輸出軸傳來的扭矩通過聯軸節傳動整個香煙料斗機構,松開聯軸節即可調整整個香煙料斗機構總成的定時。注意:機構總成的定時調整將會改變香煙料斗機構中各個部件的定時。機構總成定時的調整以組煙模輪的定時為基準。
(二)馬式槽輪機構定時調整
由香煙料斗齒輪箱內錐齒輪副驅動的馬式槽輪機構(MANIFOLD)帶動組煙模輪作分度間歇旋轉運動。馬式槽輪機構的定時可通過松開聯軸節夾緊螺釘 (19)進行調整。
注意:調整聯軸節將會改變整個機構的定時。
1.盤車至 6000
2.松開螺釘 (19)
3.轉動法蘭盤 (18)使組煙模輪由運動剛好趨向靜止。
4.上緊螺釘 (19)
(三)馬式槽輪機構安裝調整
馬式槽輪機構 (MANIFOLD)裝在偏心襯套 (14)內,松開螺釘 (15),轉動偏心
襯套 (14)即可調整馬式槽輪機構兩個相關部件的相對位置。
注意:馬式槽輪機構應嚴格按照 “雙停頓”凸輪的要求調整,非熟練的修理人員不
能進行調整。否則將導致損壞機件 (出廠時已調整好,不能輕易進行調整)。
(四)組煙模輪定位調整
由馬式槽輪機構驅動的組煙模輪將完成煙束的分度間歇旋轉輸送。
組煙模輪和馬式槽輪機構通過螺釘 (16)相連。
1.松開螺釘 (16)
2.用標準塊調整組煙模輪 (17),以保證組煙模輪的模盒和香煙導板軌道平齊。
3.上緊螺釘 (16)
相關文章:自動保鮮膜包裝機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865